
安部 洋平(あべ ようへい)

| 所属 | 機械工学系 |
|---|---|
| 職名 | 准教授 |
| 専門分野 | 塑性加工 / 塑性変形を利用した接合 |
| 学位 | 工学博士(豊橋技術科学大学) |
| 所属学会 | 日本機械学会 / 日本塑性加工学会 / 自動車技術会 / 日本鉄鋼協会 |
| abe@me ※アドレスの末尾に「.tut.ac.jp」を補完してください |
|
| 研究室web | https://martens.me.tut.ac.jp/ |
| 研究者情報(researchmap) | 研究者情報 |
研究紹介
環境問題に対応するために自動車の軽量化が求められており,軽量化のために高比強度な高張力鋼板,超高張力鋼板やアルミニウム合金板の利用が増加している.そこで,高張力鋼板とアルミニウム合金板の塑性変形を利用した接合技術を開発している.また,3Dプリンターで製作したプラスチック型のプレス成形,鋼板,アルミニウム合金板のプレス成形について開発している.
テーマ1:環境にやさしい高張力鋼板,超高張力鋼板の成形技術の開発
概要
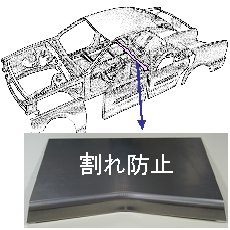 高張力鋼板のフランジ曲げ部品
高張力鋼板のフランジ曲げ部品自動車の軽量化のために車体部品に高張力鋼板,超高張力鋼板が使われてきている.鋼板の強度増加させて,その分板厚を薄くして軽量化させる.高強度な鋼板では,高強度で低延性となる.低延性なので,プレス成形中に破断が起きやすい,せん断されて切口面が破断面ばかりとなる.また,高強度であるから,加工後も弾性変形が大きく,金型と焼付きやすい.マルテンサイト組織が使われた高強度で切口面が凹凸の多い破断面となると,切口に置割れの発生や疲労強度が低下することもある.そこで,超高張力鋼板に対して以下のような研究を行っている.
・せん断加工された切口面性状の向上
・曲げ加工におけるスプリングバック特性の評価
・深絞り加工における焼付きにおよぼすコーティング工具の影響
・穴広げ加工における焼付きにおよぼすサーメット工具の影響
・耐置割れ性,疲労強度が大きくなるせん断された板縁の開発
・せん断加工における板材と金型の挙動の観察
・フランジ割れ・しわを防止するプレス成形法の開発
・斜めに配置された鋼板の直接穴抜き加工
主な業績
・Y. Abe, K. Mori, R. Kosaka, Improvement of Fatigue Strength of Hole Edge of Ultra-High Strength Steel Sheet by Punching Process Including Thickening, Key Engineering Materials, 716 (2016),428-434.
・ 安部 洋平,岡本 泰尚,森 謙一郎,Hasnulhadi Jaafar, 超高張力鋼板のトリミングにおける変形挙動とスクラップ落下速度の低減, 塑性と加工,57-661 (2016), 146-152.
・ H. Jaafar, K. Mori, Y. Abe, K. Nakanishi, Automatic centring with moving die for cold small clearancepunching of die-quenched steel sheets, Journal of Materials Processing Technology, 227 (2016), 190-199.
・安部洋平,渡部沙春,Z. Hamedon, 森謙一郎, 超高張力鋼板の縮みフランジ変形における逐次接触パンチによるしわの抑制,塑性と加工,55-639 (2014), 341-345.
・ P. Kadarno, K. Mori, Y. Abe, T. Abe, Punching process including thickening of hole edge for improvement of fatigue strength of ultra-high strength steel sheet, Manufacturing Review, 1-4 (2014), 1-12.
・ Y. Abe, T. Ohmi, K. Mori, T. Masuda, Improvement of formability in deep drawing of ultra-high strength steel sheets by coating of die, Journal of Materials Processing Technology, 214-9 (2014), 1838-1843.
・ Y. Abe, K. Mori, S. Nakanoshita, P. Kadarno, Direct punching in inclined ultra-high strength steel sheets, Key Engineering Materials, 622-623 (2014), 1051-1057.
・ Hasnulhadi Jaafar, K. Mori, Y. Abe, Correction of eccentricity between punch and die in slight clearance punching of ultra-high strength steel sheets, Procedia Engineering, 81 (2014), 843-848.
・ Purwo Kadarno, K. Mori, Y. Abe, T. Abe, Flanging using step die for improving fatigue strength of punched high strength steel sheet, Procedia Engineering, 81 (2014), 1133-1138.
・ Zamzuri Hamedon, K. Mori, Y. Abe, Hemming for joining high strength steel sheets, Procedia Engineering, 81 (2014), 2074-2079.
・ 安部洋平,Purwo Kadarno,森謙一郎,安部達朗,超高張力鋼板の穴縁部増肉加工による疲労強度の向上:塑性と加工,55-645 (2014), 944-948.
・ K. Mori, Y. Abe, Y. Kidoma, P. Kadarno, Slight clearance punching of ultra-high strength steel sheets using punch having small round edge, International Journal of Machine Tools and Manufacture, 65 (2013), 41-46.
・ 安部洋平,中野下茂広,森謙一郎,P. Kadarno, 傾斜した超高張力鋼板の直接穴抜き加工,塑性と加工,54-627 (2013), 348-352.
・Y. Abe, K. Mori, K. Norita, Gradually contacting punch for improving stretch flangeability of ultra-high strength steel sheets, CIRP Annals, 62-1 (2013), 263-266.
・ K. Mori, Y. Abe, K. Norita, Improvement of stretch flangeability of ultra-high strength sheets by gradually contacting punch, Proceedings of 11th International Conference on Numerical Methods in Industrial Forming Processes, AIP Conf. Proc. 1532, (2013), 122-127.
・ 安部洋平,池田豊,森謙一郎,超高張力鋼板の破断面平滑加工による穴広げ性の向上,塑性と加工,52-603 (2011), 485-489.
・ 安部洋平,乘田克哉,森謙一郎,逐次接触パンチによる超高張力鋼板の伸びフランジ成形性の向上,塑性と加工,52-604 (2011), 569-573.
・ K. Mori, Y. Abe, Y. Ikeda, Improvement of formability for expansion of punched hole of ultra-high strength steel sheets by smoothing of sheared edge, Steel Research International, Special Edition, (2011), 604-609.
・ K. Mori, Y. Abe, Y. Suzui, Improvement of stretch flangeability of ultra high strength steel sheet by smoothing of sheared edge, Journal of Materials Processing Technology, 210-4 (2010), 653-659.
・ C.J. Tan, Y. Abe, K. Mori, M. Suzuki, Forming of tailor blanks for increase in wall thickness at corner of stamped high strength steel products, Steel Research International, 81-9 (2010), Supplement Metal Forming 2010, 833-836.
・ 安部洋平, 森謙一郎, 鈴井啓生, 超高張力鋼板の穴広げ性に及ぼす穴抜き加工された切口面性状の影響,塑性と加工,50-580 (2009), 414-418.
・ K. Mori, K. Akita and Y. Abe, Springback behaviour in bending of ultra-high-strength steel sheets using CNC servo press, Int. J. Mach. Tools Manufact., 47-2(2007), 321-325.
・ C.J. Tan, K. Mori and Y.Abe, Multi-stage stamping of high strength steel wheel disk, Journal of Advanced Manufacturing Technology, 1-1(2007), 31-47.
・ K. Mori, K. Akita and Y. Abe, Springback of high strength steel and aluminium alloy sheets in bending using CNC servo press, Advanced Technology of Plasticity 2005 (e.d. P.F. Bariani et al.), (2005), CD-ROM.
キーワード
テーマ2:環境にやさしい塑性接合技術の開発
概要
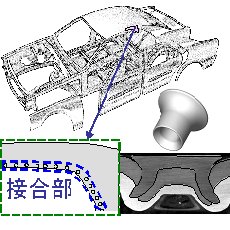 セルフピアシングリベットによる高張力鋼板とアルミニウム合金板の接合
セルフピアシングリベットによる高張力鋼板とアルミニウム合金板の接合自動車の接合で使われている従来の抵抗スポット溶接で高強度な鋼板を接合すると疲労強度が増加しない.そこで,塑性接合であるメカニカルクリンチングによる接合法を提案している.メカニカルクリンチングでは上板がポンチにより押し込まれ下板内で広げて接合するために,板材同士が固着することがなく疲労試験における応力集中が生じない.また,スポット溶接部の衝撃強度は大きくないために,板材を折り曲げて接合するヘミングを適用して強度の向上が図れる.しかしながら,板材の低い延性のために接合時に破断が生じやすく,メカニカルクリンチングされた板材の静的な強度が小さい問題がある.そこで,低延性な鋼板を接合する技術を開発するとともに接合部の評価をしている.
・超高張力鋼板のメカニカルクリンチングにおける金型形状の最適化
・ゴム背圧を利用したメカニカルクリンチング性の向上
・油圧背圧を利用したメカニカルクリンチング性の向上
・ヘミングによる超高張力鋼板の接合
・ヘミングにより接合された超高張力鋼部品の強度
主な業績
・ Y. Abe, T. Saito, K. Mori, T. Kato, Improvement of joinability in mechanical clinching with dies for control of metal flow of ultra-high strength steel sheets using finite element simulation, Proceedings of 23rd CAPE Conference: Manufacturing Research and its Applications in the 21st Century, (2015), CD-ROM.
・ K. Mori, Y. Abe, T. Kato, Self-pierce riveting of multiple steel and aluminium alloy sheets, Journal of Materials Processing Technology, 214-10 (2014), 2002-2008.
・ Y. Abe, T. Kato, K. Mori, S. Nishino, Mechanical clinching of ultra-high strength steel sheets and strength of joints, Journal of Materials Processing Technology, 214-10 (2014), 2112-2118.
・ Y. Abe, S. Nishino, K. Mori, T. Kato, Improvement of joinability in mechanical clinching of ultra-high strength steel sheets using counter pressure, Advanced Materials Research, 966-967 (2014), 607-616.
・ Y. Abe, S. Nihsino, K. Mori, T. Saito, Improvement of joinability in mechanical clinching of ultra-high strength steel sheets using counter pressure with ring rubber, Procedia Engineering, 81 (2014), 2056-2061.
・ Y. Abe, K. Mori, T. Kato, Joining of high strength steel and aluminium alloy sheets by mechanical clinching with dies for control of metal flow, Journal of Materials Processing Technology, 212-4 (2012), 884-889.
・ K. Mori, Y. Abe, T. Kato, Mechanism of superiority of fatigue strength for aluminium alloy sheets joined mechanical clinching and self-pierce riveting, Journal of Materials Processing Technology, 212-9 (2012), 1900-1905.
・ Y. Abe, T. Kato, K. Mori, Mechanical clinching of ultra-high strength steel sheets, Proc. 14th International Conference on Metal Forming, Krakow, 615-618.
・ Y. Abe, T. Kato, K. Mori, Joining of Aluminium Alloy Sheets by Rectangular Mechanical Clinching, AIP Conference Proceedings, Volume 1353, The 14th International ESAFORM Conference on Material Forming Esaform 2011, (2011), 1253-1258.
・ Y. Abe, K. Taromaru, T. Kato, K. Mori, Improvement of joinability in mechanical clinching of sheets using step punch, Steel Research International, Special Edition, (2011), 667-672.
・ 安部洋平,田呂丸和哉,加藤亨,森謙一郎,アルミニウム合金におけるメカニカルクリンチングされた接合部の強度特性と向上法-セルフピアスリベッティングと抵抗スポット溶接との比較,塑性と加工,52-610 (2011), 1193-1197.
・ 安部洋平,加藤亨,松田晃,森謙一郎,高張力鋼板とアルミニウム合金A5052板のメカニカルクリンチング,塑性と加工,51-589 (2010), 141-145.
・ K. Mori, Y. Abe,T. Kato S. Sakai, Self-pierce riveting of three aluminium alloy and mild steel sheets, Proc. 10th Int. Conf. Numerical Methods in Industrial Forming Processes (ed. F. Barlat et al.), AIP Conf. Proc. Vol. 1252, 2 (2010), 673-680.
・ 安部洋平,岸本和也,加藤亨,森謙一郎,溶融亜鉛-アルミニウム合金めっき鋼板のメカニカルクリンチング,塑性と加工,51-593 (2010), 592-596.
・ Y. Abe, T. Kato, M. Kishimoto, K. Mori, Joining of hot-dip coated high-strength steel sheets by mechanical clinching, Steel Research International, 81-9 (2010), Supplement Metal Forming 2010, 1128-1131.
・ T. Kato, Y. Abe, K. Mori, Plastic joining of aluminium alloy sheets by aluminium alloy cylinder, Steel Research International, 81-9 (2010), Supplement Metal Forming 2010, 1136-1139.
・ Y. Abe, T. Kato and K. Mori, Auminium alloy self-pierce riveting for joining of aluminium alloy sheets, Key Engineering Materials, 410-411 (2009), 79-86.
・ Y. Abe, T. Kato and K. Mori, Self-piercing riveting of high tensile strength steel and aluminium alloy sheets using conventional rivet and die, Journal of Materials Processing Technology, 209-8 (2009), 3914-3922.
・ 安部洋平,加藤亨,森謙一郎,酒井慎吾,超高張力鋼板とアルミニウム合金板セルフピアスリベッティングにおけるダイ形状の決定,塑性と加工,50-585 (2009), 941-945.
・ Y. Abe, M. Kishimoto, T. Kato and K. Mori, Joining of hot-dip coated steel sheets by mechanical clinching, International Journal of Material Forming, Volume 2, Supplement 1(2009), 291-294.
・ Y. Abe, T. Kato and K. Mori, Self-pierce riveting of three high strength steel and aluminium alloy sheets, Int. J. Material Forming, suppl. 1 (2008), 1271-1274.
・ 加藤亨,安部洋平,森謙一郎,酒井慎吾,セルフピアシングリベットによるアルミニウム合金板と軟鋼板の3枚接合,塑性と加工,48-568(2008), 419-423.
・ Y. Abe, A. Matsuda, T. Kato and K. Mori, Plastic joining of aluminium alloy and high strength steel sheetsby mechanical clinching, steel research international, Special Edition, 79-1(2008), 649-657.
・ T. Kato, Y. Abe and K. Mori, Finite element simulation of self-piercing riveting of three aluminium alloy sheets, Key Engineering Materials, 340-341(2007), 1461-1466.
・ K. Mori, Y. Abe and T. Kato, Finite element simulation of plastic joining processes of steel and aluminum alloy sheets, Materials Processing and Design: Modeling, Simulation and Application (ed. J.M.A. Cesar de Sa et al.), AIP Conf. Proc., 1(2007), 197-202.
・ Y. Abe, T. Kato anf K. Mori, Joining of aluminium alloy sheets by aluminium alloy self-piercing rivet, Proc. 2nd Int. Conf. New Forming Tech. (ed. F. Vollertsen et al.), (2007), 451-460.
・ Y. Abe, T. Kato and K. Mori, Joining of aluminium alloy and mild steel sheets using mechanical clinching, Materials Science Forum, 561-565(2007), 1043-1046.
・ 加藤亨,安部洋平,森謙一郎,呉宣,セルフピアシングリベットによるアルミニウム合金板と鋼板の接合,塑性と加工,47-541(2006), 149-153.
・ K. Mori, T. Kato, Y. Abe, Y. Ravshanbek, Plastic joining of ultra high strength steel and aluminium alloy sheets by self piercing rivet, Annals of the CIRP, 55-1(2006), 283-286.
・ Y. Abe, T. Kato and K. Mori, Joinability of aluminium alloy and mild steel sheets by self piercing rivet, J. Materials Processing Tech., 177-1-3(2006), 417-421.
・ 加藤亨,安部洋平,森謙一郎,ユヌソフ ラフシャンベク,セルフピアシングリベットによる高張力鋼鈑とアルミニウム合金板の接合,自動車技術会論文集,37-6(2006), 219-224.
・ Y. Abe, T. Kato, K. Mori and X. Wu, Finite element simulation of joining process of aluminium alloy and steel sheets using self piercing rivet, Advanced Technology of Plasticity 2005 (e.d. P.F. Bariani et al.), (2005), CD-ROM.
キーワード
テーマ3:軽量化部品のプレス成形法の開発,ヘテロ表面金型によるしごき加工,ナノ粒子添加潤滑剤の高潤滑メカニズムの解明,マグネシウム合金板の冷間プレス加工など
概要
自動車部品の軽量化のためには,必要な強度に応じた肉厚分布により達成できるものもある.製品肉厚分布から予め成形前のブランクに肉厚分布をつけておくテーラードブランクの手法がある.従来法では溶接によりブランクを得ているために熱影響,歩留まりの低下や生産速度の低下が生じていたが,プレス成形を用いた板鍛造により局部増肉ブランクにより高速でテーラードブランクを得られて製品の最適な肉厚分布に貢献する.
肉厚は圧縮することで増加させることができ,多段のプレス加工において必要な強度に応じた増肉プレス成形を提案している.
しごき加工では,容器がダイ表面をすべりながら大きく圧下させられるために焼付きの発生は容器とダイの表面粗さによっても影響を受け,ダイ表面は一般的に平滑に磨かれると摩擦が低減されるが,しごき加工用ダイは内側曲面であるために平滑に磨くことは容易でない.一方,平滑な面ではなく,異なった表面性状のヘテロ表面にすることで潤滑性が向上することがあり,潤滑油を保持するポケットを有した表面での潤滑性の評価,メカニズムの解明を行っている.また,セラミックのナノ粒子を潤滑剤に混ぜることで焼き付きを防止できることがあり,その有効な範囲を調査している.
そのほか,マグネシウム合金板の冷間プレス加工,プレス加工に関連する観察法の提案などを行っている.
主な業績
・Y. Abe, W. Daodon, N. Takahashi, K. Mori, Improvement of seizure resistance by roughening surface of stainless steel drawn cup in ironing using die having lubricant pockets, Production Engineering, 10-6(2016), 551-562.
・C. J. Tan, A. Aslian, Y. Abe, K. Mori, Improved seizure resistance of ultra-high-strength steel ironed cups with a lubricant containing SiO2 nanoparticles, International Journal of Advanced Manufacturing Technology, (2016).
・ Witthaya Daodon, 安部 洋平, 森 謙一郎, 高橋尚志, 潤滑剤ポケットを有するダイを用いたステンレス鋼容器のしごき加工における最適潤滑条件 -潤滑剤ポケットを有するサーメットダイを用いたしごき加工 第2報- ,塑性と加工,57-660 (2016), 22-27.
・ 安部 洋平, 森 謙一郎, 畑下 文裕, 柴 孝志, Witthaya DAODON,潤滑剤ポ ケットを有するダイを用いたステンレス鋼容器のしごき加工における耐焼付き性 の向上-潤滑剤ポケットを有するサーメットダイを用いたしごき加工 第1報-,塑性と加工,56-658 (2015), 972-978.
・ Z. Hamedon, K. Mori, Y. Abe, In-situ measurement of three-dimensional deformation behaviour of sheet and tools during stamping using borescope, Journal of Materials Processing Technology, 214-4 (2014), 945-950.
・ 森謙一郎,伊藤匠,安部洋平,フランジ付き容器の角部を増肉させる多段プレス成形,塑性と加工,55-637 (2014), 148-152.
・ P. Kadarno, K. Mori, Y. Abe, T. Abe, Punching process including thickening of hole edge for improvement of fatigue strength of ultra-high strength steel sheet, Manufacturing Review, 1-4 (2014), 1-12.
・ Y. Abe, K. Mori, T. Ito, Multi-stage stamping including thickening of corners of drawn cup, Procedia Engineering, 81 (2014), 825-830.
20) Purwo Kadarno, K. Mori, Y. Abe, T. Abe, Flanging using step die for improving fatigue strength of punched high strength steel sheet, Procedia Engineering, 81 (2014), 1133-1138.
・ Y. Abe, K. Mori, T. Ito, Plate forging of drawn cup with flange including thickening of corners, Manufacturing Review, 1-16 (2014), 1-8.
・ Y. Abe, T. Fujita, K. Mori, K. Osakada, T. Shiba, Witthaya Daodon, Improvement of formability in ironing of stainless steel drawn cups using low friction cermet dies, Procedia Engineering, 81 (2014), 1896-1901.
・ 安部洋平,Purwo Kadarno,森謙一郎,安部達朗,超高張力鋼板の穴縁部増肉加工による疲労強度の向上:塑性と加工,55-645 (2014), 944-948.
・ 安部洋平,藤田智大,森謙一郎,小坂田宏造,TiCN系サーメットダイを用いたステンレス鋼とアルミニウム合金円筒深絞り容器のしごき加工,塑性と加工,54-634 (2013), 978-983.
・ 安部洋平,古谷友樹,森謙一郎,角筒容器の深絞り加工用局部贈肉テーラードブランクの絞り-板鍛造,塑性と加工,53-617 (2012), 563-568.
・ K. Mori, Y. Abe, K. Osakada, S. Hiramatsu, Plate forging of tailored blanks having local thickening for deep drawing of square cups, Journal of Materials Processing Technology, 211-10 (2011), 1569-1574.
・ 安部洋平,藪下雄基,森謙一郎,市販マグネシウム合金板の冷間成形における高温焼なましの有効性の調査と底部ビードを有する角筒容器の成形,塑性と加工,52-609 (2011), 1109-1113.
・ 森謙一郎,平松繁樹,小坂田宏造,安部洋平,角筒深絞り容器成形用局部増肉テーラードブランクの成形,塑性と加工,50-586 (2009), 1044-1048.
・ C.J. Tan, K. Mori and Y.Abe, Forming of tailor blanks having local thickening for control of wall thickness of stamped products, Journal of Materials Processing Technology, 202-1-3, (2008), 443-449.
・ 安部洋平,C.J. Tan,森謙一郎,鈴木道之,高張力鋼板絞り容器の肉厚制御のための局部増肉ブランクの成形,塑性と加工,49-573(2008), 985-989.
・ C.J. Tan, Y. Abe, K. Mori, O. Ebihara and T. Nonaka, Increase of wall thickness around corner of multi-stage drawn cup with flange using conical punches, Key Engineering Materials, 340-341(2007),761-766.
・ Y. Abe, J. Watanabe, K. Mori, Optimum design of forming sequence of one-piece automobile steel wheels without welding using finite element simulation, Key Engineering Materials, 340-341(2007), 773-778.
・ Y. Abe, J. Watanabe and Mori, Stamping of one-piece automobile steel wheels from tube, Key Engineering Materials, 344(2007), 427-433.
・ 安部洋平,渡部治郎,森謙一郎,自動車用スチールホイールの一体プレス成形における工程数削減と形状調節法,塑性と加工,48-554(2007), 229-233.
・ C.J. Tan, K. Mori and Y. Abe, Increase of wall thickness at inner corner of multi-stage stamping of wheel disk by locally thick blank, Proc. 2nd Int. Conf. New Forming Tech. (ed. F. Vollertsen et al.), (2007), 371-380.
・ 安部洋平,C.J. Tan,森謙一郎,藤岡武洋,野中孝之,海老原治,円錐パンチを用いたフランジ付き多段絞り容器角部の増肉成形,塑性と加工,48-561(2007), 925-929.
・ C.J. Tan, K. Mori and Y.Abe, Multi-stage stamping of high strength steel wheel disk, Journal of Advanced Manufacturing Technology, 1-1(2007), 31-47.
・ 安部洋平,森謙一郎,村尾卓児,大久保不二男,内面しごき加工による多段ステンレス深絞り容器の内面粗さの改善,塑性と加工,45-518(2004), 173-177.
・ Y. Abe, K. Mori, T. Murao and F. Okubo, Improvement of roughness of inner surface in multi-stage deep drawn stainless steel cups by inner ironing, Steel Grip, 2(2004), 245-250.
・ 安部洋平,牧清二郎,森 謙一郎,自動車用スチールホイールの一体プレス成形におけるタイヤ固定のフランジ成形とリム部肉厚減少化,塑性と加工,45-526(2004), 902-906.
・ K. Mori, O. Ebihara, K. Yoshii and Y. Abe, Optimization of conditions in combined forming of deep drawing and ironing of disks using finite element simulation, Intelligence in a Materials World (ed. J. A. Meech et al.), (2003), 305-313, CRC Press.
・ K. Mori, Y. Abe and O. Ebihara, Prevention of Shock Lines in Multi-Stage Sheet Metal Forming, Int. J. Mach. Tools Manufact., 43-12(2003), 1177-1285.
・ Y. Abe, K. Mori and O. Ebihara, Optimisation of Distribution of Wall Thickness in Multi-Stage Sheet Metal Forming of Wheel Disk,J. Materials Processing Tech., 125-126(2002),792-797.
・ Y. Abe, K. Mori and O. Ebihara, Formation of Shock Lines in Multi-Stage Sheet Metal Forming, Advanced Technology of Plasticity 2002 (e. d. M. Kiuchi et al), 1(2002), 865-870.
キーワード
担当授業科目名(科目コード)
設計製図Ⅰ / 機械工学実験/ 生産加工学 / 塑性加工学 / 機械工学研究法基礎 / 機械工学輪講 / 機械工学卒業研究 / 塑性加工学特論 / 加工デザイン特論
その他(受賞、学会役員等)
受賞歴
2023年 9月 接合科学共同利用・共同研究賞, 大阪大学
2019年 10月 優秀論文賞, International Conference on Lightweight Materials LMM2019
2018年 6月 平成二十九年度優秀講演賞, 溶接学会
, 2018年5月学術賞, 日本塑性加工学会
2010年5月 天田賞, 日本塑性加工学会
2009年2月 日本塑性加工学会 優秀論文講演奨励賞
平成20年 4月 日本塑性加工学会 新進賞